Infill Intro
This passage is all about a very common Slicer setting, called infill, that breaks down all the different types and percentages of infill to help you better understand it.
Infill is a confusing topic. At its core, infill is just internal structure of a 3D print, that goes within the inside of a print and that is not visible once the object has been finished. Infill is the structure within the structure that supports, weights, and gives balance to a 3D print. As far as modifying Infill, there are two settings to refine from when designing your infill, and what you select can have a massive impact on print time, print strength, and material used.
The settings are relatively simple once you understand what they mean. The two basic setting are Infill Percentage (%), sometimes referred to as Infill Density and Infill Pattern. In Bambu Studio, the way to get there is in Strength, and then scrolling down to the bottom of the page. Below is the BambuStudio menu to access the Sparse Infill Percentage (density) and Sparse Infill Pattern. This sidebar appears on the left in BambuStudio as soon as you open a new project, but you will have to select ‘Strength’ in order to see the correct menu.

Infill Percentage/Density
The first setting of infill is a density, measured in a percentage (%). This setting determines what percentage of the interior structure will be occupied by infill. For example, if you were to input 0% into this box, there would be no infill whatsoever. In contrast, if you were to put 100% into this box, the infill would be completely solid.
That being said, 0% infill would make the object print incredibly fast, and not use much material at all, but it would heavily negatively impact the strength of the object. It would be almost unusable as it would have little to no impact resistance and would not be able to withstand load. The exact amount of weight it could withstand would vary by filament, but it is still strongly recommended to print with a higher infill.
On the other end of the spectrum, 100% infill is overkill. It would drastically increase print times and skyrocket your material used. However, this would produce a part that would be incredibly strong and hard to break, especially with an advanced filament such as ABS.
The sweet spot for infill is around 20%. It seems low, but it is a perfect balance of speed, strength and material usage for nearly every print. You could realistically get away with printing at 15% as well if you were short on filament.
Finally, Anything above 50% infill is overkill, and unessecary for most applications, and anything under 5% is not doing you enough help in strength to merit using the filament. I would suggest staying in the range of 15% to 25% unless you have a good reason you need more or less.
Infill Pattern
The second infill setting is pattern. All infill pattern is the shape(s) the infill makes inside of the print. Not all infill patterns are created equal. The more complicated the infill pattern, the longer it takes to print and the simpler the pattern, the less filament it requires to print. Picking the right one for your project can be incredibly confusing. Infill patterns have 6 main subcategories, based on usage. Infill may be in multiple categories, and have different use cases. Within the same category, any infill will work for the application defined. A ‘*’ indicated that the filament is denoted as advanced and has some quality that makes it different.
Strong - Cubic, Triangles, Gyroid, Tri-Hexagon, and Honeycomb
These infills are the strongest of the bunch, with the best strength-to-weight ratios, making them applicable to preform well in structural applications. They are designed to be strong and withstand pressures of intense applications.
2. Weight Balance - Grid, Line, and Cubic
These infills maintain a good strength while minimizing the amount of infill needed. These would be the optimal infills for everyday projects, and would have no issues regarding strength. Similar to this bunch is trim-hexagon*, which does mostly the same things, just with an added layer of complexity. It will work the same, but we do not recommend it for everyday projects due to its complexity.
3. Fast Print Time - Rectilinear, Aligned Rectilinear, and Support Cubic*
This series of infills lowers the print time, costing you some strength for a quicker production of your part. However, these infills are still strong, and will still do well with any and all general-purpose household prints.
4. Flexibility - Gyroid
This infill gives a slight boost to the flexibility of the print, crucial for stress applications where a slight bend to help take the pressure off the part could be crucial.
5. Aesthetics - Concentric, Hilbert Curve, Archimedean Chords, and Octogram Spiral
These infill patterns are not highly functional, but work well for prints where the infill is visible, such as transparent prints. None of the infill in this category will sustainably hold up high-stress parts, but they do look good.
6. Advanced ‘*’ - Cross Hatch, Adaptive Cubic, Support Cubic, Lightning, and 3D Honeycomb
These filaments either don’t have a category or are not designed as interior infill filaments, and are rather designed to go inside support material. For each of these, we will provide a reason as to why they are labeled as Advanced, and some use cases.
Cross Hatch: A special infill that is mainly used in other types of 3D printing, and whose only use in FDM is improving surface bonding strength.
Adaptive Cubic: A version of cubic that adapts to the strength needs of the object to determine what Infill Percentage is used. Only mainly used in advanced large prints or ergonomic applications.
Support Cubic: A version of cubic only used in support material, which drastically limits its functionality.
Lightning: An infill designed for support material, that is not present for the majority of the first layers, and then starts branching in from the exterior walls.
3D Honeycomb: Aesthetically pleasing and decently strong, but incredibly complex and bumps up print times.
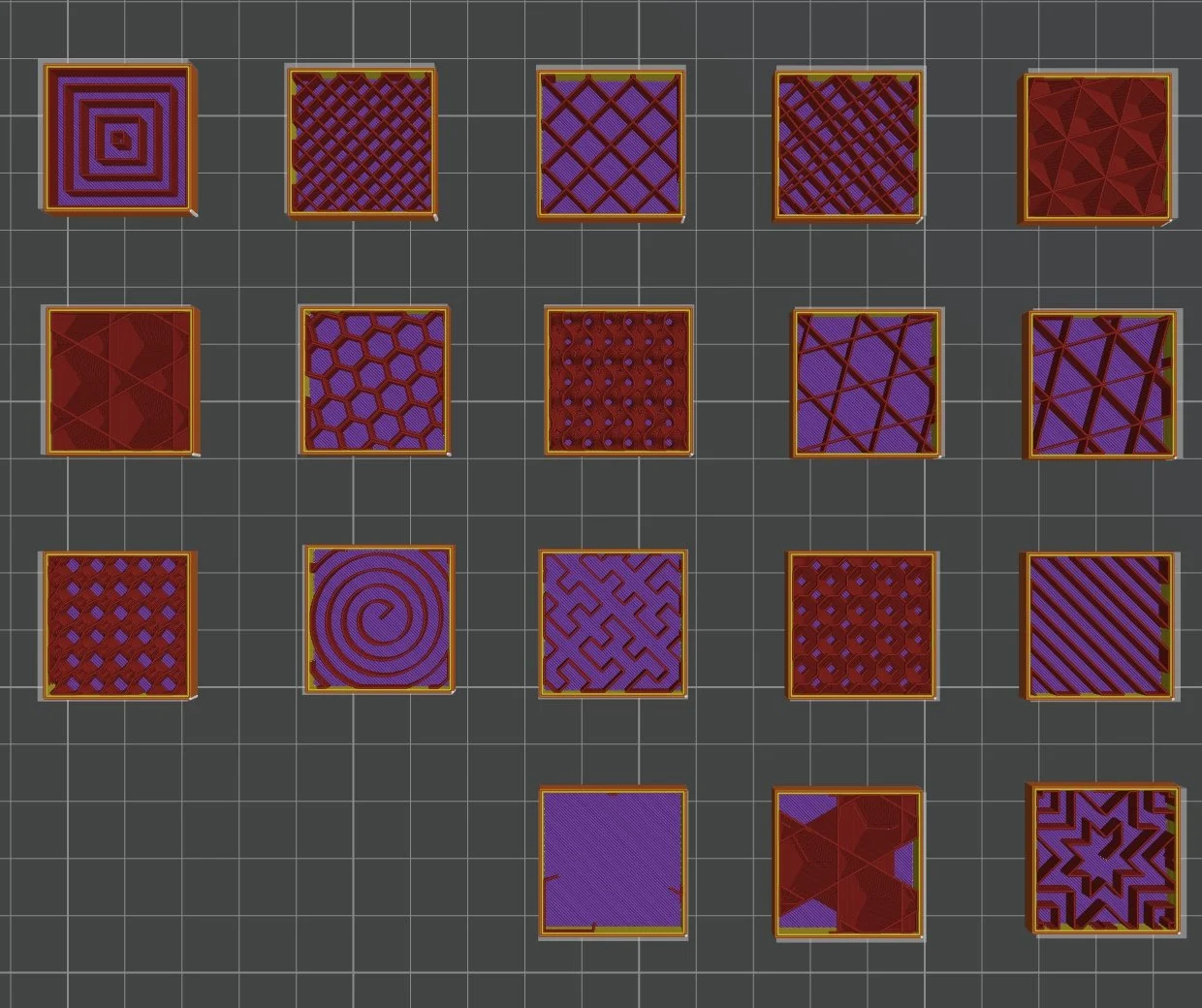
Top Row (Left to right): Concentric, Rectilinear, Grid, Line, Cubic
2nd Row (Left to right): Adaptive Cubic, Honeycomb, Gyroid, Tri-Hexagon, Triangles
3rd Row (Left to Right): Cross-Hatch, Archimedean Chords, Hilbert Curve, 3D Honeycomb, Aligned Rectilinear
Bottom Row (Left to Right): Lightning, Support Cubic, Octogram Spiral
To sum it all up, infill has two basic settings, which can drastically affect material cost, print time, and print strength. The first of those is infill percentage or density, which is written as a percentage and determines what percent of the interior of the print will be occupied by infill. The second setting is infill pattern, which allows you to choose what shape you want your infill to be, and each has it’s own unique benefits and applications.